fundição sob pressão é um processo de fundição de metal, é caracterizado pela aplicação de alta pressão ao metal fundido usando a cavidade do molde. os moldes são geralmente feitos de maior resistência ligas. Este processo é um pouco semelhante à moldagem por injeção. a maioria das peças fundidas sob pressão não contém ferro, como zinco, cobre, alumínio, magnésio, chumbo, estanho e chumbo-estanho ligas e suas ligas. dependendo do tipo de fundição sob pressão, é necessária uma máquina de fundição sob pressão com câmara fria ou uma máquina de fundição sob pressão com câmara quente.
O o custo do equipamento de fundição e dos moldes é alto, de modo que o processo de fundição sob pressão é geralmente usado apenas para a produção em massa de um grande número de produtos. fabricar peças fundidas é relativamente fácil, o que geralmente requer apenas quatro etapas principais e o incremento de custo individual é muito baixo. A fundição sob pressão é particularmente adequada para a fabricação de um grande número de peças fundidas de pequeno e médio porte, portanto, a fundição sob pressão é a mais amplamente utilizada vários processos de fundição. comparado com outras tecnologias de fundição, fundição sob pressão a superfície é mais plana e possui consistência dimensional superior.
baseado no tradicional fundição sob pressão processo, surgiram vários processos melhorados, incluindo um não poroso fundição sob pressão processo que reduz defeitos de fundição e elimina poros. é utilizado principalmente para o processamento de zinco, pode reduzir o desperdício e aumentar o rendimento do processo de injeção direta. também há novos fundição processos como velocidade de precisão e denso fundição sob pressão tecnologia e semi-sólido fundição sob pressão inventado por general Dynamics.
Introdução:
fundição sob pressão é um método de fundição de precisão que usa alta pressão para forçar o metal fundido para um molde de metal com formas complexas. em 1964, a associação de fundição sob pressão do Japão definiu a fundição como "um método de fundição que pressiona liga fundida em um molde de precisão em alta temperatura e produz em massa alta precisão e excelente superfície de fundição em um curto tempo." O os estados unidos referem-se à fundição sob pressão como fundição, enquanto o reino unido refere-se à fundição sob pressão como fundição sob pressão. O o termo japonês mais conhecido pela indústria em geral na China é denominado fundição sob pressão. fundições feitas por fundição sob pressão são chamadas de fundição sob pressão.
O resistência à tração dessas materiais é quase duas vezes mais alto que o das ligas fundidas comuns, tem um significado mais positivo para rodas de automóveis em liga de alumínio, chassis e outras peças que deverão ser produzidas com maior resistência resistente ao impacto materiais.
História:
em 1838, para fazer moldes de impressão móveis, inventaram-se equipamento. O primeira patente relacionada com fundição sob pressão foi emitido em 1849. era uma pequena máquina manual usada para produzir fontes para impressoras em 1885, Otto mergenthaler (Otto Mergenthaler) inventou a máquina de composição de linótipo, que pode moldar uma linha inteira de texto em um único tipo, que trouxe inovação sem precedentes para a indústria de impressão depois que a indústria de impressão entrou na industrialização em grande escala, o tradicional as fontes foram substituídas por fundição em molde. por volta de 1900, a entrada da fundição e composição tipográfica em o mercado melhorou ainda mais a tecnologia de automação da indústria gráfica, então às vezes mais do que uma dúzia fundição sob pressão máquinas podem ser vistas em jornais. Com o crescimento contínuo de produtos de consumo, Otto's a invenção ganhou cada vez mais aplicações. as pessoas podem usar fundição sob pressão para fabricar peças e componentes em grandes quantidades. em 1966, a dinâmica geral inventou a fundição de precisão processo, qual às vezes é chamado de double-punch fundição sob pressão.
fundição sob pressão processo:
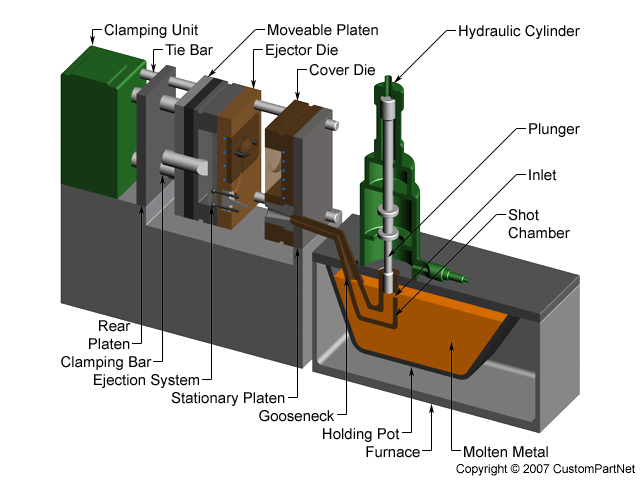
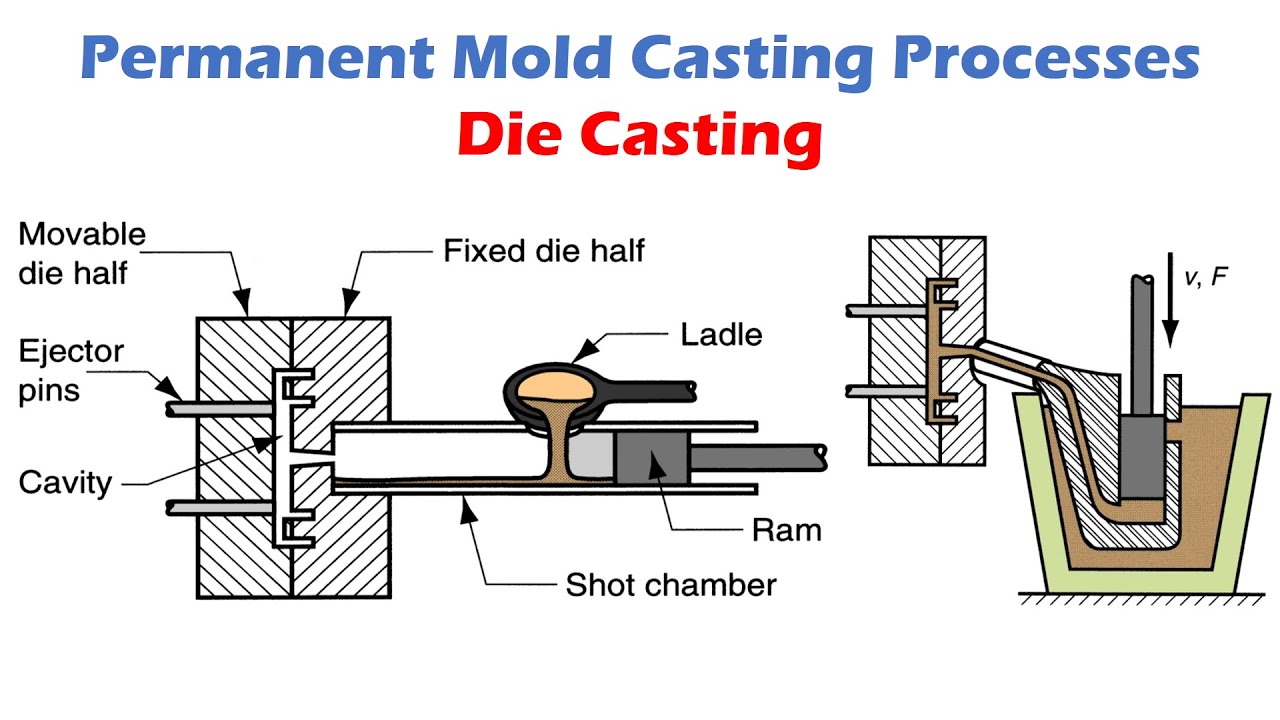
O fundição sob pressão processo consiste principalmente em quatro etapas, ou é chamado de fundição sob pressão Estes quatro etapas incluem preparação, enchimento, injeção e extração do molde, que também são a base para vários processos aprimorados de fundição sob pressão. Durante o processo de preparação, um lubrificante precisa ser pulverizado o molde cavidade. além de ajudar a controlar a temperatura do molde, o lubrificante também pode ajudar na desmoldagem a fundição. então você pode fechar o molde e injetar o metal fundido em o molde com alta pressão. O faixa de pressão é de cerca de 10 a 175 MPa. Quando o metal fundido é preenchido, a pressão será mantida até a fundição solidifica. então a haste empurrará para fora todas as fundições. Desde pode haver várias cavidades em um molde, várias peças fundidas podem ser produzidas durante cada processo de fundição. O processo de queda de areia requer a separação de resíduos, incluindo aberturas de moldes, canais, portões e Este o processo é geralmente feito extrudando a fundição com um corte especial morrer. outros métodos de queda de areia incluem serrar e lixar. Se o portão é frágil, a fundição pode ser batida diretamente, que pode economizar mão de obra. O o excesso de abertura do molde pode ser reutilizado após derretimento. O o rendimento normal é de cerca de 67 %.
a injeção de alta pressão resulta em um enchimento muito rápido do molde, de modo que o metal fundido pode preencher todo o molde antes que qualquer parte solidifique. em isto maneira, mesmo de paredes finas partes que são difíceis de preencher podem evitar descontinuidades de superfície. No entanto, este também pode levar ao aprisionamento de ar porque é difícil para o ar escapar quando encher o molde rapidamente. Este o problema pode ser reduzido colocando uma porta de exaustão na linha de separação, mas mesmo um processo muito preciso deixará poros no centro da fundição. fundição sob pressão pode ser concluído por processamento secundário para concluir algumas estruturas que não podem ser concluída por fundição, como perfuração e polimento.
os defeitos podem ser verificados depois de sacudir a areia. O os defeitos mais comuns incluem estagnação (insatisfatório vazamento) e frio cicatrizes. Estes os defeitos podem ser causados por temperatura insuficiente do molde ou do metal fundido, metal misturado impurezas, poucas aberturas e muito lubrificante. outros defeitos incluem poros, orifícios de contração, rachaduras térmicas e marcas de fluxo. As marcas de fluxo são traços deixados na superfície das peças fundidas, causados por defeitos na comporta, cantos vivos ou excesso de lubrificante
À base de água os lubrificantes são chamados de emulsões e são o tipo de lubrificante mais comumente usado, por razões de saúde, meio ambiente e segurança. ao contrário de à base de solvente lubrificantes, se os minerais da água são removidos por um processo adequado, não deixando subprodutos na fundição. Se o processo de tratamento da água é impróprio, os minerais presentes na água podem causar defeitos superficiais e descontinuidades na fundição. Existem quatro tipos principais de à base de água lubrificantes: água misturada com óleo, óleo misturado com água semi-sintética e sintético. lubrificantes misturados com água são os melhores, porque quando usando lubrificantes, a água deposita óleo enquanto resfria a superfície do molde por meio da evaporação, pode ajudar a desmoldar. Geralmente, a proporção de this tipo de lubrificante é 30 partes de água misturada com 1 parte de óleo. em casos extremos, this a proporção pode atingir 100: 1.
óleos que podem ser usados em lubrificantes incluem óleos pesados, gorduras animais, gorduras vegetais e gorduras sintéticas. óleo residual pesado é altamente viscoso à temperatura ambiente, mas em altas temperaturas no processo de fundição sob pressão, ele se torna uma película fina. adicionar outras substâncias ao lubrificante pode controlar a viscosidade e as propriedades térmicas da emulsão. Estes as substâncias incluem grafite, alumínio e mica. outros aditivos químicos podem evitar poeira e oxidação. emulsionantes podem ser adicionados a base aquosa lubrificantes para que à base de óleo lubrificantes podem ser adicionados à água, incluindo sabão, álcool e óxido de etileno.
Para muito tempo, comumente usado à base de solvente lubrificantes incluem diesel e gasolina. Eles são propícios ao lançamento, mas cada vez que ocorre uma pequena explosão durante o processo de fundição sob pressão, que causa o acúmulo de carbono na parede da cavidade. em comparação com à base de água lubrificantes à base de solvente os lubrificantes são mais uniformes.
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Email : sales@xmzldjx.com
Skype : janeliui_01
Tel. : +8618650120832
Whatsapp : 13306016335




digitalizar para wechat:












