usinagem cnc processo de peças do eixo
eixo partes é um dos produtos que recebemos mais pedidos. de acordo com a estrutura do eixo , pode ser dividido em três tipos: eixo óptico, eixo escalonado e eixo especial. seu papel é apoiar engrenagens, rodas de correia e outras transmissões partes para transmitir torque ou movimento.
a tecnologia de processamento de pisou eixo é mais típico, o que reflete a maioria do conteúdo e regras básicas de eixo processamento de peças. o seguinte usa a transmissão eixo na caixa de redução como um exemplo para introduzir o tecnologia de processamento de uma etapa geral eixo .
1 análise de desenho de peças
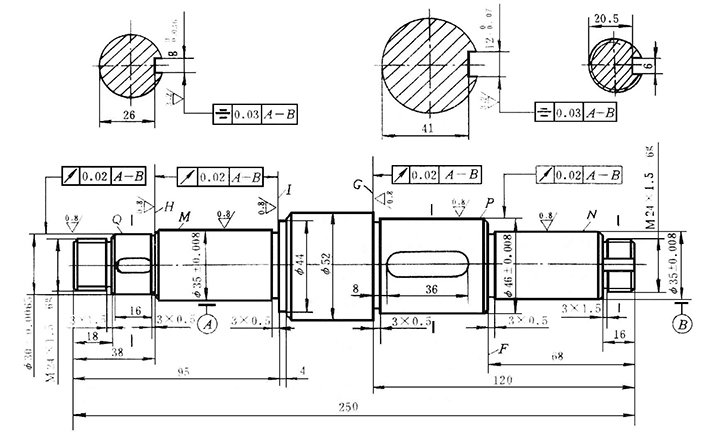
as peças mostradas na figura a-1 são a unidade eixo s no redutor. isso pertence a o passo eixo tipo de peças, que é composto de superfície cilíndrica, eixo ombro, rosca, sulco de retração da cauda do parafuso, sobrecurso do rebolo ranhura e ranhura da chave. a eixo O ombro é geralmente usado para instalar a posição axial da peça no eixo . o papel de cada ranhura do anel é para que a peça tenha uma posição correta durante a montagem e para facilitar retrair a ferramenta ao esmerilar o círculo ou linha externa. instalar chaves para transmitir torque; As roscas são usadas para instalar várias contraporcas e ajustes nozes.
de acordo com desempenho e condições de trabalho, a transmissão eixo O padrão (figura a-1) especifica os principais periódicos m, n, o círculos externos p, q e os ombros g, h, tenho dimensões mais altas, posição precisão e menor valor de rugosidade da superfície e requisitos de tratamento térmico. esses requisitos técnicos devem ser garantidos durante o processamento. Portanto, o processo chave desta transmissão eixo é o usinagem de periódicos m, n e círculos externos p, q.
2. determine o espaço em branco
o material do transmissão eixo é 45 de aço. porque pertence a uma transmissão geral eixo , 45 de aço podem ser selecionados para atender aos seus requisitos.
neste exemplo, a transmissão eixo pertence a transmissão média e pequena eixo s e o diâmetro de cada círculo externo não é muito diferente, então 60 mm o aço redondo laminado a quente é selecionado como o branco.
3) determinar o usinagem método da superfície principal
dirigir eixo s são principalmente superfícies rotativas e são formados principalmente por torneamento e retificação cilíndrica. devido ao maior grau de tolerância (it6) das principais superfícies do acionamento eixo m, n, p e q, e a baixa rugosidade da superfície ra (ra = 0,8 hum), é necessário triturar depois de virar. a usinagem O esquema da superfície externa (consulte a tabela a-3) pode ser:
torneamento bruto → torneamento de semi-acabamento → retificação.
4) posicionamento referência
razoavelmente A seleção da referência de posicionamento tem um efeito decisivo no tamanho e precisão da posição da peça. desde as várias superfícies principais correspondentes (q, p, n, m) e superfícies dos ombros (h, g) da transmissão eixo tem desvio do círculo radial e desvio do círculo da face final requisitos para o eixo de referência ab, é um sólido eixo portanto, o furo central nas duas extremidades deve ser selecionado como referência e o método de fixação com duplo centro deve ser adotado para garantir os requisitos técnicos da peça.
a referência aproximada é o círculo externo áspero do aço redondo laminado a quente. o orifício central é processado com um mandril autocentrado de três mandíbulas para fixar o círculo externo do aço redondo laminado a quente, a face final do carro e o furo central são perfurado. No entanto, deve-se notar que geralmente não é possível perfurar o orifício central nas duas extremidades com o grampo externo em branco. em vez disso, use o externo círculo do espaço em branco como uma referência aproximada. primeira máquina em uma extremidade, perfure o furo central e gire o círculo externo em uma extremidade. use a garra de três mandril autocentrante para fixação (às vezes, coloque a estrutura central no lado externo círculo do carro na etapa anterior) e faça o orifício central no outro fim do carro. dessa maneira, o furo central pode ser processado coaxialmente.
5. fase de divisão
para peças com alta requisitos de precisão, o desbaste e o acabamento devem ser separados para garantir a qualidade das peças.
o processamento de a unidade eixo é dividido em três estágios: torneamento brusco (círculo externo do torneamento brusco, perfuração do centro furos, etc.), torneamento semi-acabado (círculos externos, degraus e centro de reparos furos e superfícies menores de torneamento de semi-acabamento, etc.), desbaste, moagem (moagem grossa e fina por toda a volta). a divisão de cada estágio é aproximadamente delimitada por tratamento térmico.
Arranjo do processo de tratamento 6.heat
o tratamento térmico do eixo é determinado de acordo aos seus requisitos de material e uso. para drive eixo s, normalização, têmpera e revenido são usados com mais frequência. esta eixo requer extinção e temperado, e é organizado após cada círculo externo da viragem bruta e antes de cada círculo externo da virada de semi-acabamento.
com base no acima análise, a rota do processo de transmissão eixo é o seguinte:
em branco → diamante furos nas duas extremidades do carro → círculo externo perfurado → extinção de qualidade → orifício do centro de reparação → círculos externos semi-acabados, ranhuras, chanfros → rosqueamento linha → linha de processamento de chaves com fenda → slot de chave fresada → centro de retificação furo → moagem → inspeção.
7.processing tamanho e quantidade de corte
a moagem permissão da unidade eixo pode ser de 0,5 mm, e a margem para torneamento semi-acabado pode ser selecionada como 1.5mm. o tamanho do processamento pode ser determinado por isso, consulte o conteúdo da operação do eixo tecnologia de processamento cartão.
a seleção de a quantidade de torneamento pode ser determinada pelo trabalhador de acordo com o processamento situação no caso de produção de peça única ou lote pequeno; geralmente, pode ser selecionado no " usinagem manual de processo "ou" manual da quantidade de corte ".
8. desenvolver o processo
o orifício central para posicionamento do plano de referência fino deve ser processado antes usinagem e um processo de reparo o orifício central deve ser arranjado após a têmpera e antes da retificação. o Centro o furo é reparado após a têmpera para eliminar a deformação do tratamento térmico e escala do orifício central. o orifício central é reparado antes de esmerilar melhorar a precisão do posicionamento do plano de referência fino e reduzir a rugosidade da superfície cônica. ao formular a técnica processo da unidade eixo , enquanto considerando o processamento de superfície primário, o processamento de superfície secundário também deve ser considerado. quando semi-acabamento ¢ 52mm, ¢ Círculos externos de 44 mm e m24 mm, você deve mudar para o tamanho especificado no desenho e processo de cada rebaixo, chanfro e linha; a três rasgos de chaveta devem ser fresados após o semi-acabamento, podem ser processados, para que que uma referência de posicionamento mais precisa possa ser mantida ao fresar o chaveta e pode evitar danificar a superfície externa acabada ao fresar o chaveta após terminar a retificação.
ao formular processo, deve-se considerar a organização da inspeção procedimentos, itens de inspeção e métodos de inspeção.
palavra chave : cnc, usinagem, eixo
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Email : sales@xmzldjx.com
Skype : janeliui_01
Tel. : +8618650120832
Whatsapp : 13306016335




digitalizar para wechat:












