-

O que é fio Cutting? Corte de arame é, whic Refere-se ao uso de ferramentas de arame (tal como fio de metal, fio de molibdênio, etc.) cortar matérias-primas (materiais condutores materiais), que pertencem à categoria de processamento elétrico. Quando A antiga União Soviética Razalianko e sua A esposa estudou o fenômeno e as causas do dano dos contatos do interruptor por descarga de faísca, eles Descobriu que a alta temperatura instantânea da faísca elétrica pode derreter e oxidar o metal local e ser corroída, assim pioneira e inventou o Edm Método. A máquina de corte do fio também foi inventada na antiga União Soviética em 1960. Nossa O país foi o primeiro país a ser usado na produção industrial. Atualmente, a maior parte do Ferramentas de máquina de corte de fioAdote um sistema de controle do microcomputador com um alto grau de automação. Principal Aplicativo: (1) processamento moldes; (2) peças de usinagem com fina estrutura; (3) peças de usinagem com complexas formas; (4) processamento de condutores duros materiais; (5) produção experimental de novos produtos; (6) Metal precioso Blanking. Main Recurso: Em comparação com os métodos tradicionais de processamento de giro, fresagem e perfuração, o corte de fio tem o seu próprio Características: (1) use diretamente 0.03-0.35 Fios de metal MM como eletrodos, nenhuma forma específica é necessária, que pode economizar design e fabricação de eletrodos Custos; (2) Independentemente da dureza do material da peça de trabalho, desde que seja um material de condutor ou semicondutor, ele pode ser processado, e a perda do fio eletrodo é pequena, e a precisão do processamento é alta; (3) É adequado para o processamento de pequenos lotes, formas complexas, peças únicas e produtos de avaliação, e o ciclo de processamento é curto; (4) em WEDM Usinagem, o fio de eletrodo não contacta diretamente a peça de trabalho, e o efeito entre os dois é muito pequeno, de modo que a deformação da peça de trabalho é pequena, e o fio eletrodo e o acessório não precisam muito alto Força; (5) O fluido de trabalho adota com base em água emulsão, que tem baixo custo e não causará Fire; (6) Não é adequado para processar peças de grande escala com formas simples, nem Pode processar não condutor peças. processo de corte Etapas: Prepare espaços em branco, ferramentas de fixação, ferramentas de medição, etc. antes de processamento. Se É necessário cortar uma peça de trabalho com uma forma de cavidade interior, ou o processo requer processamento com um buraco roscado, o espaço em branco deve ser pré-made com um buraco roscado, e depois siga as etapas abaixo: (1) Inicie a fonte de alimentação da máquina da máquina para entrar no sistema e preparar o programa de processamento; (2) Check Seja Existem anormalidades em cada parte da ferramenta da máquina, como a operação de alta frequência, bomba de água, tubo de arame, etc.; (3) fio de fio, rosqueamento e vertical alinhamento; (4) apertando a peça de trabalho e alinhando; (5) Para . o fio, es...
-

O que são pinos dowel usados para? O pino do porco é usado principalmente entre os parafusos fixados entre as duas partes para garantir a precisão da posição É usado principalmente para posicionamento de montagem e também pode ser usado como conexão de cisalhamento sobrecarga em segurança e segurança de nível de relaxamento dispositivos. A forma básica é pino cilíndrico e pino cônico. Pinos dowel também são chamados Pinos de posicionamento. Vamos Aprenda as principais funções e usos de Dowel Pins: Os primeiros pinos dowel são divididos em Pins cilíndricos do porco e Pinos dowel cônicos. 1.Cilíndrica Dowel Pins (Picture1 e 2) 2. Capered Dowel Pins (Foto3 e 4) A diferença entre eles é: 1. diferente processamento. Os pinos de pino cilíndricos podem ser pré-processados, e os pinos dowel cônicos são geralmente correspondentes. 2. Os pinos de pino cilíndricos são frequentemente adequados para posicionamento preciso (processamento primeiro), e os pinos de dowel cônicos são frequentemente usados para frequente desmontagem. 3. Os pinos de pino cilíndricos podem desempenhar um papel de anti-cisalhamento, pinos de dowel cônicos são frequentemente usados para posicionamento. Os pinos de pino cilíndricos são fixados no orifício fraco com pequena interferência, o que pode suportar uma pequena carga. A fim de garantir a precisão de posicionamento e o aperto da conexão, ela deve não ser desmontado Freqüentemente. É usado principalmente para posicionamento e também usado como um pino de acoplamento e uma segurança PIN. O pino do pino cônico tem um bom desempenho de auto-travamento, alta precisão de posicionamento, instalação conveniente e múltipla montagem e desmontagem têm pouca influência no posicionamento Precisão. É usado principalmente para posicionamento e também pode ser usado como uma conexão PIN. O buraco do pino precisa ser conservado. Seleção de material para dowel Pins: Se A peça de trabalho precisa ser fixada repetidamente durante Use, o PIN fixo deve ter boa resistência ao desgaste, e um material melhor deveria ser selecionado, como 20 # aço ou 45 # aço, com carburação superficial e extinção. O material também pode ser selecionado de acordo com o uso real Materiais comumente usados são Geralmente: Aço Inoxidável 303 / 304 / 316, Q235, 20 # Aço, 45 # aço, latão, ect. Personalização é aceito, por favor, sinta-se à vontade para enviar desenhos para perguntar a qualquer momento, obrigado você!
-
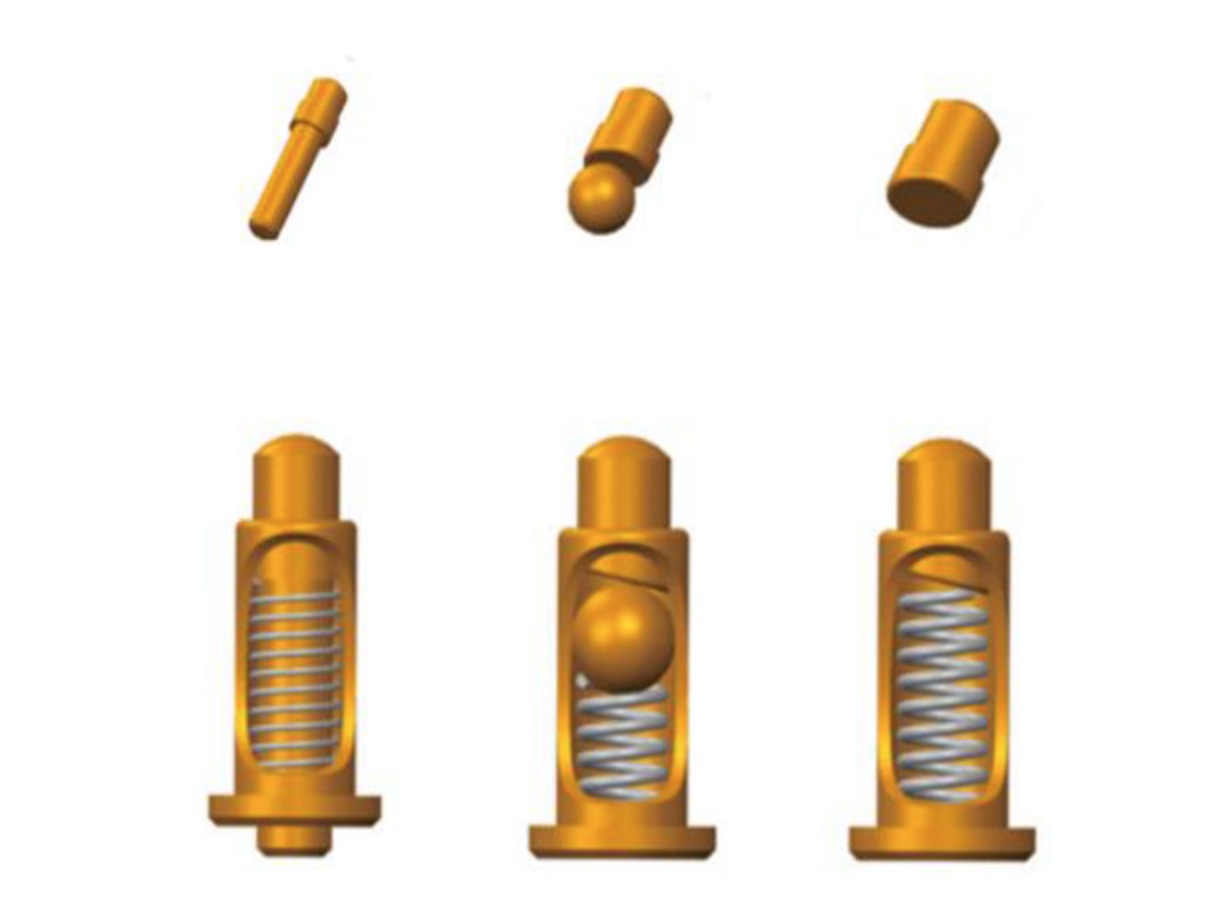
Como para soldar pogo alfinetes? POGO pino é um conector eletrônico muito comumente usado que consiste em um tubo de agulha giratória, uma agulha giratória e uma mola de compressão. ele mantém a agulha no tubo da agulha e depende da mola para fornecer força de contato para estabelecer uma conexão elétrica entre a agulha e as peças correspondentes. eu acredito que muitas pessoas não sabem como o pogo pino é soldado. então vamos seguir ZLD entender como o pogo pino é soldado no PCB placa? antes de mais nada, vamos apresentar o pogo tipos de pinos para você. existem muitos tipos de pogo alfinetes, incluindo pogo pinos laterais pogo pinos, dupla extremidade pogo pinos, padrão pogo pinos, etc. sua função é muito grande e a instalação é muito importante, então quais são os métodos de instalação de pogo pinos ? Ângulo reto solda cauda: A cauda é encapsulamento de plug-in dobrado, permitindo que os designers tenham mais opções no uso do espaço. solda reta cauda: encapsulamento de plug-in normal, fácil de soldar.montagem de superfície (SMT): boa estabilidade, a parte inferior do tubo da agulha é um design de fundo plano, pode ser a instalação vertical ou horizontal, fácil de soldar com PCB placa. alguns tubos de agulha são equipados com pinos de posicionamento na extremidade, o que não causará deslocamento quando soldagem com PCB placa e o efeito de posicionamento é bom. Xiamen ZhongLiDa Maquinário profissional CNC fabricante do produto, fornecer-lhe de todo o coração produtos e serviços de qualidade
-

1. A finalidade do controle de produto não-conformeEvitar o uso não intencional ou de entrega de produtos de qualidade inferior.2. O método de controlo do produto não-conformeReconhecer primeiro e, em seguida, controlar. Processo de controle de produtos não qualificados 1. IdentificaçãoIdentificar não qualificado: a base ou norma para julgar se o produto está qualificado ou não.-Normas De Produtos—Requisitos de clientes—Processo de documentos-Inspeção de documentos-Modelo de-Explicação e conselhos superiores 2. IdentificaçãoIdentificação de inspeção do estado—Identifica como "pendente" ou "não qualificados".—Equipe de produção: não qualificados semi-acabados e matérias-primas devem ser marcados com "para ser processado" ou "não qualificados".—O inspector-os carimbos de inspeção carimbo no item correspondente coluna do cartão aleatório, processo ou cartão de "ordem de retrabalho" como um "não-qualificado" marcar.-A sua função é: a rastreabilidade.—Inspeção Final: identificação dos não qualificados da marca. Ou então escreva (notificar) não qualificados de fenômenos, tais como (vazamentos, rachaduras, alguns furos, um modelo errado, grave recuo, alguns processos, errado materiais, etc.). 3. IsolamentoRequisitos: separação Clara do normal de produtos qualificados.—Vermelho bandeja de plástico/material caixa.—Especial independente do produto defeituoso rack.-Dividir a não qualificados da área e coloque os produtos com defeito sem ressalvas área.—O posicionamento da área de produção é diferente da de outros produtos para mostrar a diferença e, em seguida, puxe-o para o reparo ou retrabalho área, conforme necessário.—Regularmente organizar o pessoal para o produto defeituoso área para a confirmação e a quantidade de registo 4. Registro-Registrar corretamente o tipo de lote, data de inspeção, inspeção de base, a quantidade de produtos em não conformidade, e os resultados da inspeção dos produtos incompetentes na prescrito o relatório de inspeção.—O relatório de inspeção é revisto e aprovado conforme necessário.Processo: 5. RevisãoQuando a quantidade é grande, ou quando ele tem um grande impacto na reputação da empresa e de fundos, ele deve ser revisto.(1) inspeção de Entrada: Eliminação opiniões assinado pelo supervisor de inspeção e acima (se necessário, o departamento técnico, de produção, cadeia de abastecimento e departamentos relacionados deve ser organizado para realizar revisão).(2) Processo de inspeção: Para lotes de produtos não qualificados, o Departamento de Gestão de Qualidade organiza departamentos pertinentes e relevantes para o pessoal, para revisão.(3) a inspeção Final: A pessoa responsável pelo departamento de controle de qualidade aprova a eliminação de conclusão e, quando necessário, o departamento técnico participa na revisão.6. EliminaçãoIncluindo o seguinte: a seleção e o uso, de reparação, de concessão, alienação, medidas corretivas e preventivas. (1) Eliminação de não-qualificados de compras—Retorno-Concessão de aceitação—Exigir ...
-

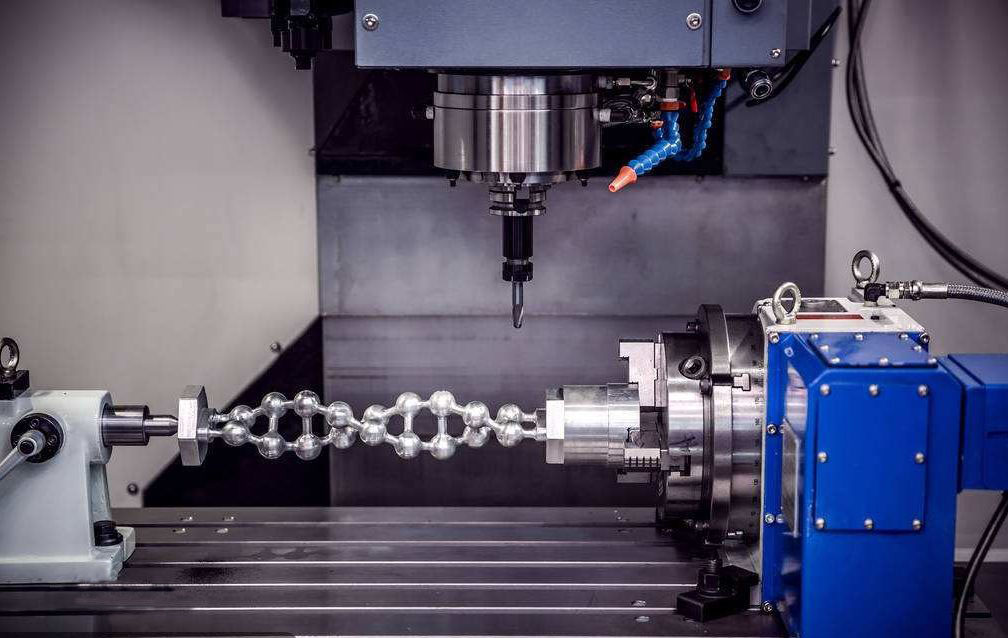
O fresamento em mergulho, também conhecido como Z-eixo de moagem, é um dos mais eficazes métodos de usinagem de alta taxa de remoção de metal de corte. Para a superfície de usinagem, torneamento e usinagem com ferramentas de grande porte balanços de difícil usinagem, materiais, a eficiência do processo de fresamento em mergulho é muito maior do que a do convencional fresamento de topo. Na verdade, quando uma grande quantidade de material metálico precisa ser removido rapidamente, o fresamento em mergulho método pode reduzir o tempo de processamento para mais de metade. ▉ vantagem Além disso, o fresamento em mergulho tem as seguintes vantagens: ①It pode reduzir a deformação da peça; ②It pode reduzir a força de corte radial agir sobre a máquina de moagem, o que significa que o eixo cujo eixo de sistema tem sido usado ainda pode ser usado para fresamento em mergulho sem afetar a qualidade de processamento da peça; ③The balanço da ferramenta é grande, Isso é muito benéfico para a fresagem da ranhura ou superfície da peça de trabalho; ④It pode realizar a usinagem de canais de alta-temperatura de liga de materiais (tais como Inconel). O fresamento em mergulho é muito adequado para a usinagem de desbaste de cavidades do molde e é recomendado eficiente para a usinagem de componentes aeroespaciais. Uma das aplicações especiais é o fresamento em mergulho de pás de turbinas em três eixos ou quatro eixos da máquina de trituração. Este tipo de processamento, geralmente, precisa ser executado em uma máquina dedicada ferramenta. ▉ Princípio de funcionamento Quando a lâmina da turbina é mergulhar-moída, pode ser branqueado a partir do topo da peça de trabalho até a raiz da peça. Através de uma simples tradução do plano X-Y, extremamente complexas geometrias podem ser processados. Ao implementar o fresamento em mergulho, a aresta de corte da fresa é formada por uma sobreposição de o perfil de cada lâmina, e o fresamento em mergulho de profundidade pode chegar a 250mm sem vibração ou distorção. O corte direção de movimento da ferramenta em relação à peça de trabalho pode ser para baixo ou para baixo. Para cima, mas, em geral de corte para baixo é mais comum. Quando o fresamento em mergulho e o plano inclinado, a queda de fresa faz com que o composto de movimento ao longo do eixo Z e o eixo X. Em alguns processamento ocasiões, fresas esféricas, rosto fresas ou outras fresas também pode ser utilizado para fresar ranhuras fresar superfícies, usinagem de chanfros, e fresamento de cavidades. ▉ Âmbito de aplicação O especial de mergulho fresa é usado principalmente para operações de desbaste e semi-acabamento. Ele pode cortar a parte côncava da peça ou corte ao longo da borda da peça de trabalho. Ele também pode moinho de formas geométricas complexas, incluindo corte de raízes. A fim de garantir um constante a temperatura de corte, todos os haste de fresamento em mergulho cortadores de adotar a refrigeração interna. O corpo da fresa e o desenho de inserção do mergulho f...
-

NC (Controle numérico, controle digital, referido como controle numérico) refere-se ao uso de discretos digital informações para controlar a operação de máquinas e outros dispositivos, o que pode apenas ser programados pelo operador. CNC CNC tecnologia de aplicação O desenvolvimento da tecnologia CNC é bastante rápido, o que melhora consideravelmente a produtividade do processamento do molde. Entre eles, a CPU mais rápida a velocidade de operação é o núcleo de desenvolvimento de CNC tecnologia . A melhoria da CPU não é apenas a melhoria de operação velocidade, mas a velocidade em si também envolve a melhoria da tecnologia CNC em outros aspectos. Devido a grandes mudanças na tecnologia CNC, nos últimos anos, vale a pena uma revisão da actual aplicação da tecnologia CNC no molde indústria transformadora. Bloco de tempo de processamento e outros, Devido à aumentar a velocidade de processamento do CPU, e fabricantes de aplicação de alta-velocidade CPUs e altamente integrados sistemas CNC, o desempenho do CNC tem sido melhorou significativamente. Mais rápido e mais sensível sistemas de alcançar mais do que apenas maior do programa a velocidade de processamento. Na verdade, um sistema que pode processar parte programas de usinagem muito alta velocidade também pode se comportar como um de baixa velocidade sistema de processamento durante a operação, porque mesmo o pleno funcionamento de um sistema CNC tem alguns problemas em potencial que pode se tornar O gargalo de limitações a velocidade de processamento. Actualmente, a maioria molde fábricas perceber que de usinagem de alta velocidade requer mais do que o curto tempo de processamento. Em muitos formas, esta situação é muito semelhante à condução de um carro. Será o carro mais rápido ganhar a corrida? Mesmo um espectador que observa o carro de corrida, ocasionalmente, sabe que em além da velocidade, há muitos fatores que afetam o resultado final da corrida. Primeiro de tudo, o driver do conhecimento do a faixa é importante: ele deve saber onde há curvas fechadas, de modo que ele pode diminuir adequadamente e passar a curva com segurança e eficiência. No processo de processamento de moldes com alta velocidade de alimentação, o a-ser-processado monitoramento de trajetória de tecnologia em CNC pode obter as informações de sharp curvas de antecedência. Esta função desempenha o mesmo papel. Da mesma forma, o driver é a sensibilidade a outros drivers de ações e incertezas é semelhante ao número de servo gabaritos em CNC. Servo de comentários em CNC inclui principalmente os de realimentação de posição, o feedback de velocidade e da realimentação de corrente. Quando um motorista está dirigindo ao redor da pista, o a consistência do movimento, se ele pode frear e acelerar habilmente, tem um impacto muito importante sobre o desempenho dos motoristas no local. Da mesma forma, o sino em forma de aceleração/desaceleração e para-ser-processado pista de monitoramento funções do sistema CNC usar lento de aceleração/d...
-

Requisitos básicos para veios do motor Quais são os requisitos básicos para os veios do motor? (1) Deve ter uma resistência suficiente. Isto é, em condições normais de carga e especificado de condições especiais (tais como uma súbita de curto-circuito, etc.), qualquer parte do eixo não pode produzir residual de deformação ou danos. (2) Deve ter rigidez suficiente. Isto é, o desvio do eixo de rotação deve estar dentro do intervalo permitido. (3) deve haver suficiente diferença entre a velocidade crítica e a velocidade de trabalho para evitar a ressonância. Xiamen Zhonglida Máquinas De Processamento De Co., Ltd. tem mais de 50 conjuntos de eixo do motor fabricantes, como a centralização de máquinas de precisão, tornos CNC, sem moagem, moagem de superfície, de retificação cilíndrica CNC, centros de usinagem, e outros equipamentos de primeira classe. Ele pode processar materiais, tais como aço, ferro, alumínio, cobre e outros materiais. O comprimento de processamento pode ser 2-600MM, o processamento de diâmetro pode ser 2-210MM, e a precisão do processamento pode ser de 0,005. Pode ser moída, perfurado, e bateu. Fio, rasgos e outros processos. A empresa tem um alto nível de processamento do sistema, com equipamentos avançados e força técnica forte, para fornecer aos clientes com o serviço perfeito. Ao longo dos anos, nossa empresa ganhou grande aclamação de muitos clientes para a sua força técnica forte, excelente pré-vendas, pós-vendas de serviços e de boa reputação.
-

A engrenagem de unidade é uma unidade que muda a direção da unidade. No processo de transmissão da força, a pressão gerada é grande, o atrito é grave, e o calor gerado também é grande. A fim de evitar a colagem, na seleção de materiais, mais suave materiais de liga de são usado frequentemente porque a baixa velocidade da engrenagem de sem-fim, enquanto o worm é o Uso de aços com maior resistência. O número de worm cabeças podem ser selecionados de acordo com a taxa de transmissão e a transmissão de requisitos de eficiência. O número de worm cabeça é pequena, a relação de transmissão é grande, mas a eficiência é baixa. Para aumentar a eficiência, o número de worm chefes deve ser aumentada. Mas o mais worm cabeças, mais difícil o tratamento. Na reunião, os requisitos de transmissão, menor é o número de worm cabeças, o melhor. Normalmente, há um dispositivo para controlar o rotor atrás da cabeça do ventilador elétrico. Quando pressionado, o ventilador pode ser transformado, e a direção do ventilador pode ser corrigido, puxando-o para fora. A menor parte que movimenta a cabeça de giro do ventilador elétrico pode ser considerado como uma manivela rocker mecanismo. Impulsionado pelo worm unidade de engrenagens, a engrenagem menor roda com ele, e o roqueiro conectado a ele pode balançar dentro de um certo ângulo em sua unidade, assim, alcançar o objetivo de permitir que o ventilador para balançar sua cabeça para trás e para a frente.
-

Com o propósito de galvanoplastia é a placa de um metal de revestimento sobre o substrato para alterar as propriedades da superfície, ou o tamanho do substrato. Galvanoplastia pode melhorar a resistência à corrosão de metais, aumentar a dureza, a evitar a abrasão, melhorar a condutividade, suavidade, resistência ao calor e a superfície bonita. Dependendo da finalidade do revestimento e a reação eletroquímica entre o revestimento e o substrato, o revestimento pode ser dividido em vários tipos. Material de revestimento ① Classificação de acordo com a finalidade do revestimentoO revestimento normalmente tem duas utilizações, nomeadamente: a) dar ou melhorar a condição da superfície do material, ou para fazer a estrutura da superfície do material, têm uma determinada função. Portanto, ele pode ser geralmente dividido em decorativa, revestimento protetor ou funcional de revestimento. 1. Protecção de revestimento decorativoCorrosão, ferrugem, etc. são as maiores ameaças para a vida útil do produto, o que vai prejudicar não só a aparência, mas também afetar a função do produto. Além de melhorar a aparência do produto, em geral revestimento decorativo pode também desempenhar um papel protetor, tais como química, anti-corrosão e anti-ferrugem, ou mecânica, anti-desgaste, para reduzir o atrito. 2. Funcional revestimentoPintura funcional refere-se principalmente para os revestimentos que pode tornar a superfície do material tem uma função especial. Vários novos funcionais de revestimentos pode aumentar a dureza superficial do material, melhorar o atrito, reduzir o desgaste, melhorar a condutividade elétrica, reduzir a resistência de contato, melhorar o magnetismo, impedir a difusão e a penetração, ou reparo de peças desgastadas. ② . Classificação de acordo com a eletroquímica relação entre o revestimento e o substratoDe acordo com o eletroquímica relação entre o revestimento e o substrato, o revestimento pode ser dividido em revestimento catódico e anódico de revestimento. A vivacidade do metal é diferente, que é também uma forma importante para julgar o tipo de revestimento. 1. Catódica de revestimentoO substrato metálico do revestimento catódico é mais ativo do que o de revestimento. Como um revestimento geralmente cobre o substrato completamente para proteger o substrato. O típico são chapeamento de cobre e revestimento de níquel em aço. Desde o catódica revestimento apenas tem uma certa espessura, ele tem um efeito protetor sobre o substrato. Portanto, a espessura do revestimento e a porosidade são necessários. Normalmente, um medidor de espessura de revestimento é utilizado para controlar a espessura do revestimento. 2. Ânodo de revestimentoO revestimento de metal do revestimento anódico é mais ativo que o substrato. Quando o revestimento encontros substâncias corrosivas, o revestimento vai corroer o primeiro, protegendo o substrato da corrosão. Normalmente, há chapeamento do zinco sobre o aço. O acima é o chapeamento de classificação do conhecimento, ...
-

Baixa velocidade de corte de fio, também conhecido como baixo-velocidade de caminhar, usa o movimento contínuo fios finos de metal (chamado de eletrodo de fios, geralmente de fios de cobre) como eletrodos para realizar pulsada faísca de descarga sobre a peça de trabalho, o que gera altas temperaturas acima de 6000 graus, etc. Um De usinagem CNC máquina que se torna uma peça de trabalho. O princípio da lentidão de processamento de fio é o fenômeno que existe uma lacuna entre o arame eletrodo e a peça de trabalho, e a descarga elétrica é continuamente removido. Caminhe devagar. Ao contrário de Torneamento CNC , o que é adequado para o processamento de Cavilhas , Baixo velocidade de corte de fio é mais adequado para a situação irregular de peças que exigem clique com o botão direito do ângulo de corte. Desde a Baixo velocidade de corte de fio máquina adota o método contínuo de alimentação de arame de o arame eletrodo, isto é, o eletrodo de fio conclui o processamento durante o movimento, então, mesmo se o arame eletrodo é usado, ele pode ser continuamente completada, o que pode melhorar a precisão do processamento da peça. O rugosidade da superfície da peça de trabalho processados pelo lento avanço de corte de fio a máquina pode chegar Ra = 0,8 µm e acima, e a circularidade de erro, linha reta erro dimensional e de erro do lento de alimentação de máquina de corte do fio são muito melhores do que os do jejum de alimentação de máquina de corte do fio. Para peças de alta precisão, Baixa velocidade de corte de fio máquinas são amplamente utilizadas. Além de para início de pequenas e médias empresas, também é muito comum em processamento de plantas de grandes empresas, como a aviação, automotivo, e médicos. PRINCÍPIO DE FUNCIONAMENTO Jog fio é uma máquina de usinagem que utiliza o movimento contínuo fino fios de metal (chamado de eletrodo fios) como eletrodos para realizar pulso de ignição descarga sobre a peça de trabalho para remover o metal e o corte e a forma. Contato solto luz de pressão de descarga entre o arame eletrodo e a peça de trabalho durante a lento processamento de arame. Quando o flexível eletrodo e a peça de trabalho são perto comumente considerado gap de descarga (por exemplo, 8 a 10 µm), spark a descarga não ocorre. Mesmo quando o eletrodo entrou em contato com o trabalho peça e a diferença não é mais visível a partir do microscópio, muitas vezes não visível. Para o spark, um normal faísca de descarga ocorre apenas quando a peça de trabalho dobra o eletrodo e desvia a uma certa distância (alguns mícrons para várias dezenas de microns). Neste momento, para cada 1 µm de eletrodo de fio de alimentação, o gap de descarga não diminuir de 1 µm, mas o eletrodo aumenta um pouco a tensão entre os fios, e a peça de trabalho aumenta um pouco lateral pressão. Obviamente, somente após a manutenção de uma ligeira pressão de contato entre o eletrodo e a peça de trabalho, a fim de formar uma faísca de descarga. Com base sobre isso, acredita-se que há ...
-

No processamento de peças, aquelas pequenas peças, tais como barras de necessidade para ser processados de uma só vez, e as partes precisam ser processadas em lotes. Na maioria dos casos, ele será usado. Pogo Pin , Bronze Inserções Roscadas para o Plástico , 316 de aço inoxidável cavilhas , pequeno aparelhos eixos , os conectores do cabo de bronze e outros rodada simétrico produtos enquadram-se nesta faixa, enquanto ela envolve o processamento de haste-como partes, desde que o diâmetro da parte processada não é Quando o diâmetro muito grande (o diâmetro não pode ser superior a 52mm), o torno CNC tem grandes vantagens em todos os aspectos. Se juntamente com a correspondência de equipamento de alimentação (CNC CNC de PRECISÃO, TORNOS AUTOMÁTICOS), é geralmente utilizado para a distribuição. Pode ter uma maior vantagem), assim, em termos de este conjunto de o equipamento é relativamente pequeno típico automatizado de linha de produção, se ela é a velocidade de processamento de peças, a taxa de moldagem do produto ou do o custo de toda a produção, tem vantagens inigualáveis por outros máquina as ferramentas. O maior e mais importante diferença entre a PRECISÃO do CNC TORNOS AUTOMÁTICOS e a máquina de andar é que, durante o trabalho de the walking máquina, a lâmina se move enquanto a peça não se move. PRECISÃO DO CNC TORNOS AUTOMÁTICOS tem sido chamado de uma máquina de corte na China. É, sobretudo, a utilizado para o processamento em lotes de pequena haste em forma de peças. A maioria dos alimentadores de passar a barra através do furo do eixo-árvore, e a pinça é automaticamente preso. Se as peças que precisam ser processadas no processo de processamento são salientes para fora, para uma certa distância e, em seguida, as peças precisam ser equipados com uma dica. Se a cauda precisa ser processado, um segundo eixo é necessária. Se peças usinadas precisa ser trabalhada com quatro ou seis furos, em seguida, um o poder da ferramenta e o eixo de indexação são necessários. Para CNC de PRECISÃO, TORNOS AUTOMÁTICOS, a maior limitação é o limitação do material da haste diâmetro. Atualmente, o maior tipo de centro de torno mecânico só pode processar peças com um diâmetro de 50 mm. Como ele é uma parte que podem ser trabalhadas pelo CNC de PRECISÃO, TORNOS AUTOMÁTICOS, sua precisão da usinagem, velocidade da máquina, e máquina de corte pode não corresponder a ele. Há um monte de CNC De PRECISÃO, TORNOS AUTOMÁTICOS, mas a sua principal vantagem é que uma vez que a fixação do a parte pode cortar a parte de até 200mm de comprimento sem parar o eixo-árvore. Se você precisa para processar uma parte relativamente pequena (10mm), ambos do CNC da PRECISÃO TORNOS AUTOMÁTICOS e o cortador pode ser utilizado, mas CNC de PRECISÃO, TORNOS AUTOMÁTICOS pode fazer um monte de esta pequena parte sem parar o eixo-árvore, mas o cortador de não é possível . A posição de corte de CNC da PRECISÃO de TORNOS AUTOMÁTICOS na corte o processo é sempre a posição mais próxima de onde parte...
-
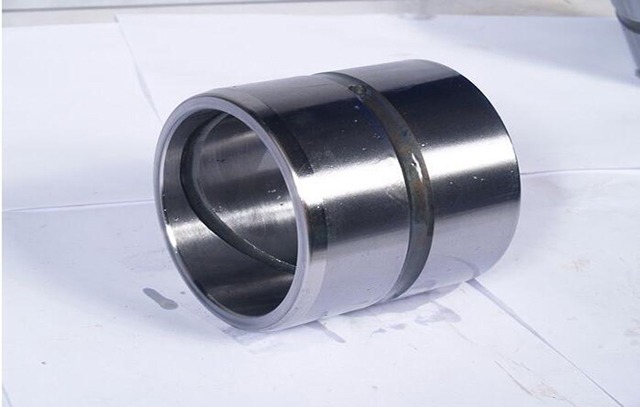
Nas partes móveis, as peças são usadas devido -o prazo de atrito. Quando a folga entre o eixo e o furo usa em certa medida, as peças devem ser substituídas. Portanto, o designer escolhe uma menor dureza e melhor resistência ao desgaste, ao projetar. O o material é um manga de eixo ou uma bucha, o que pode reduzir o desgaste do eixo e o assento. Quando a manga de eixo ou a bucha é usado em certa medida, ele pode ser substituído. Isso pode poupar o custo de substituir o eixo ou o assento. Geralmente, a bucha e o assento são utilizados. Ajuste de interferência, e a folga ajuste com o eixo, porque o desgaste é inevitável, em qualquer caso, só pode estender a vida, e partes do eixo são relativamente fáceis de processo; alguns designers fazem não gostei desse design, acho que é um aumento no custo durante a fabricação, mas depois de um período de uso, ele ainda é necessário para modificá-la nos termos com este método. No entanto, a modificação é susceptível de reduzir a precisão do o equipamento. A razão é simples. Processamento secundário não pode garantir a a posição de centro do assento buraco. Além disso, o bucha é usado para substituir rolamentos (tais como árvores de cames) em locais com baixa velocidade, alta carga radial e de incidência elevada requisitos (na verdade, a bucha é também considerado como um mancal). O material requer baixa dureza e resistência de Moagem, a orifício interno do manga de eixo pode ser moído e raspado para alcançar alta correspondência de precisão. Deve haver um óleo groove na parede interna. Lubrificação da manga do eixo é muito importante. Se retificação a seco, o eixo e luva do eixo serão descartados rapidamente. Recomendado aqui Sucata interna da parede do furo da manga durante a instalação, o que pode deixar muitos pequenos poços e melhorar lubrificação 1. Mancal de bucha, geralmente, função como rolamentos deslizantes. Para guardar o material, a espessura da parede do manga é projetado de acordo com a carga axial exigido pelo rolamento. Geralmente, de cobre fundido, e tendo em liga de materiais são usados. A manga de eixo é dividido em aberto e não-aberto, que depende das necessidades da estrutura. Geralmente, a manga pode suportar carga axial, ou pode ter o pequeno axial carregar. Ou adicione rolamentos axiais. O eixo é geralmente rodada. 2.Buchas de geralmente funcionar como forros. O eixo pode ser de várias formas, como é o bucha. As buchas podem ser usados para evitar corrosão, eliminar assembleia lacunas, etc. A manga de eixo, geralmente desempenha o papel da posição axial, e a final está em contacto com o rolamento da engrenagem e outros peças sob tensões de compressão. Às vezes, o eixo deve ser comparado com os selos e outras peças padrão, e é necessário garantir que a parte do meio pode passar através da extremidade do eixo. A manga de eixo e o anel de vedação pode ser feita fino para garantir que as peças passar. Mancal de bucha ter diferentes utilizações em diferentes ocasiões, pode ser axialmente posi...
-

Flange (ferramenta) Flange (Flange), também conhecido como flange flange ou com flange. O flange é uma parte que liga o eixo e o eixo, e é usado para a conexão entre as extremidades do tubo. Ele também é usado em equipamentos de entrada e de saída para a conexão entre dois dispositivos, tais como o flange de redução. A conexão do flange ou com flange conjunta refere-se a um destacável ligação em que um flange, uma junta e um parafuso de são conectados uns aos outros como um grupo combinado de vedação de estruturas. Flange do tubo refere-se ao flange usado para tubulações em pipeline instalações e usado em equipamentos refere-se ao entrada e saída de flanges de equipamentos. Há um buraco na tampa, e a parafusos firmemente para ligar as duas flanges. Os flanges são selados com vedantes. Flange é dividido em conexão roscada (rosca da ligação) flange de solda, a flange e o clipe de flange. Os flanges são usados em pares. Fio comum flanges podem ser usada para baixa pressão, tubulações, flanges soldadas podem ser utilizadas para pressões acima de 4 kg. Adicionar uma junta entre os dois flanges e aperte com parafusos. Pressão diferente flanges têm espessuras diferentes, e eles usam diferentes parafusos. Quando as bombas e válvulas estão conectados a tubulações, peças de esses aparelhos e equipamentos também são feitos em flange correspondente formas, também conhecido como conexões de flange. Qualquer conexão de partes que são aparafusadas na periferia de dois aviões e fechado ao mesmo tempo são geralmente referidos como "flange", como a conexão de dutos de ventilação, este tipo de as peças podem ser chamados de "flange partes". No entanto, esta ligação é apenas uma parte do equipamento, tais como a conexão entre o flange e o bomba de água, é difícil para chamar a bomba de água de um "flange tipo parte". Relativamente pequenos, tais como válvulas, pode ser chamado de "flange partes". Flange de redução, usado para ligar o motor e o redutor, e a conexão entre o redutor e outros equipamentos. Flange de conexão é a correção de dois canos, tubos acessórios e equipamentos, respectivamente, em um flange de chapa de primeira, e adicionar flange de almofadas entre as duas placas de flange, e prenda-os com parafusos para completar o conexão. . Alguns encaixes de tubulação e equipamentos já têm flanges, que são também conexões de flange. Flange de conexão é um importante método de ligação para a construção de gasodutos. A conexão do flange é fácil de usar e pode suportar grandes pressões. Industrial, tubulação, em casa, o diâmetro do o tubo é pequeno e a pressão é baixa, e o flange de conexão não é visível. Se em uma sala da caldeira ou local de produção, flangeadas de tubulações e de equipamentos estão em toda parte. [1] De acordo com o método de conexão, o flange tipos de conexão podem ser divididos em: tipo de placa plana de soldagem flange, pescoço televisão de soldagem flange de pescoço de solda flange, tomada de flange de solda, rosca flange, flange tampa, p...
-

dissulfeto de tungstênio em pó como revestimento lubrificante o pó de dissulfeto de tungstênio pode ser pulverizado na superfície do substrato por ar frio seco, sob pressão de 0,8 mpa (120 psi). a pulverização pode ser realizada à temperatura ambiente e o revestimento tem 0,5 mícron de espessura. alternativamente, o pó é misturado com isopropanol para aplicar uma substância pegajosa ao substrato. atualmente, o revestimento de bissulfeto de tungstênio tem sido usado em muitos campos, como peças automotivas, peças de motores de corrida, peças de aviação, rolamentos, eixos, veículos de alto mar, ferramentas de corte, lâminas, ferramentas de corte, facas, liberação de molde, alta precisão rolamentos, componentes de válvulas, pistões, correntes, etc. Além disso, o dissulfeto de tungstênio também é usado como pincel colorido na indústria do carbono. também pode Ser aplicado a materiais super-duros e materiais de arame de solda. O dissulfeto de tungstênio pode substituir completamente o dissulfeto de molibdênio, com preço comparável, melhor qualidade e desempenho mais forte. além disso, devido ao coeficiente de atrito extremamente baixo (0,03 sob dinâmico e 0,07 sob estático) de pó de dissulfeto de tungstênio, seu campo de aplicação é infinitamente amplo. tudo é possível se você quiser obtê-lo.
-

quais produtos podem ser processados pelo centro de usinagem cnc 1. quais produtos podem ser processados pelo centro de usinagem cnc os centros de usinagem são adequados para usinagem complexa, muitos procedimentos e altos requisitos, que exigem o uso de vários tipos de máquinas-ferramenta comuns e muitas ferramentas, acessórios e usinagem e ajuste múltiplos para concluir as peças. os principais objetos de processamento são peças de caixas, superfícies curvas complexas, peças moldadas, discos, mangas, peças de chapa e processamento de contas especiais. 2. centro de usinagem cnc pode processar peças da caixa as peças da caixa geralmente se referem às peças com mais de um sistema de orifícios, uma cavidade interna e uma certa proporção nas direções de comprimento, largura e altura. essas peças são mais comumente usadas em máquinas-ferramenta, automóveis e fabricação de aeronaves. essas peças geralmente requerem sistema de furos de múltiplas posições e processamento plano, com requisitos de alta tolerância, especialmente requisitos estritos de tolerância de forma e posição, geralmente através de fresagem, perfuração, expansão, mandrilamento, alargamento, escareamento, escareamento e outros processos. existem muitas ferramentas, é difícil processar em máquinas-ferramentas comuns, o número de conjuntos de ferramentas é alto, o custo é alto, o ciclo de processamento é longo, são necessárias várias braçadeiras, a calibração está correta e o número de medições manuais é grande. as ferramentas devem ser alteradas frequentemente durante o processamento. o importante é que é difícil garantir a precisão. para centros de usinagem que processam peças do tipo caixa, quando existem muitas estações de usinagem, as peças que requerem várias rotações da tabela podem ser concluídas. geralmente, os centros de usinagem horizontal e fresagem são selecionados. quando houver menos estações de usinagem e o vão não for grande. quando é grande, você pode escolher um centro de usinagem vertical para processar a partir de uma extremidade. superfície complexa o centro de usinagem cnc ocupa um lugar particularmente importante na indústria de usinagem, especialmente na indústria aeroespacial. é difícil ou impossível completar a superfície complexa usando métodos de usinagem comuns. Na China, o método tradicional é usar fundição de precisão e é concebível que sua precisão seja muito baixa. O centro de usinagem 3.cnc pode processar peças de superfície curvas complexas tais como: vários impulsores, rodas guia do vento, superfícies esféricas, várias matrizes de formação curvas, hélices e hélices de veículos subaquáticos e algumas outras superfícies de forma livre. essas peças podem ser processadas por centros de usinagem. os mais típicos são: came do centro de usinagem a.cnc cames, como componentes básicos de armazenamento e transmissão de informações mecânicas, são amplamente utilizados em várias máquinas automáticas. essas peças têm várias câmeras de disco curvas, câmeras cilí...
-
usinagem cnc geralmente usinagem cnc refere-se a usinagem de precisão controlada por computador, tornos de usinagem cnc, usinagem cnc fresadoras, fresadoras cnc, fresadoras, etc. introdução cnc também é chamado de gongo de computador, cncch ou máquina-ferramenta CNC. Na verdade, é um nome de Hong Kong. depois foi introduzido no delta do rio das pérolas na China continental. é realmente um cnc fresadora. esse é um novo tipo de tecnologia de processamento. o trabalho principal é compilar programas de processamento, ou seja, transformar o trabalho manual original em programação de computadores. é claro, você precisa ter experiência em manual em processamento. determinação de rotas de usinagem cnc rota de processamento de alimentação de torno nc refere-se a o caminho que a ferramenta de tornear se move a partir do ponto de configuração da ferramenta (ou origem da máquina-ferramenta) até que retorne a esse ponto e termine o programa de usinagem, incluindo o caminho do processamento de corte e do não corte como recortar e sair do caminho de viagem vazio. a rota de alimentação para acabamento é basicamente realizado ao longo do contorno de suas partes. portanto, o foco de determinar a rota de alimentação é determinar a rota de alimentação para usinagem em bruto e golpe vazio. no processamento do torno cnc, o A determinação das rotas de processamento geralmente segue os seguintes princípios. Precision a precisão e a rugosidade da superfície da peça a ser processada deve ser garantida. ② faça o rota de processamento mais curta, reduza o tempo ocioso da viagem e melhore a eficiência de processamento. ③ simplifique a carga de trabalho de cálculo numérico e simplificar os procedimentos de processamento. ④ para alguns programas reutilizáveis, devem ser usadas sub-rotinas. prós e contras do cnc usinagem cnc tem o seguinte vantagens: ① reduza o muitas ferramentas e não precisa de ferramentas complicadas para processar peças com formas complexas. se você quiser alterar a forma e o tamanho da peça, só é necessário modificar o programa de processamento de peças, adequado para novas desenvolvimento e modificação de produtos. ② estável qualidade de processamento, alta precisão de processamento e alta precisão de repetição, os requisitos de processamento da aeronave. Production a produção a eficiência é maior no caso da produção de várias variedades e pequenos lotes, o que pode reduzir o tempo para a preparação da produção, o ajuste da máquina-ferramenta inspeção do processo e reduzir o tempo de corte devido ao uso do quantidade ideal de corte. Process pode processar perfis complexos difíceis de processar por métodos convencionais e até peças de usinagem que não podem ser observadas. a desvantagem da usinagem nc é que o custo de máquinas-ferramentas e equipamentos é alto, exigindo um alto nível de pessoal da manutenção. usinagem cnc usinagem nc refere-se a usinagem executada por ferramentas de usinagem cnc. máquinas-ferramentas controladas por índice cnc são programa...
















